Understanding Different Grinding Processes and Choosing the Right Method for Your Material
2025-04-22
Types of Grinding Processes
Grinding is not a one-size-fits-all process. Depending on the shape, material, and specific requirements of the workpiece, there are several types of grinding methods used in manufacturing. Below are some of the most common and specialized grinding techniques:
Surface Grinding
This process is used to produce flat surfaces. The workpiece is held on a magnetic chuck or fixture, and the grinding wheel moves across the surface to achieve a smooth, even finish. Surface grinding is often used to refine parts that require precise flatness or smoothness, such as machine tool beds and precision components.
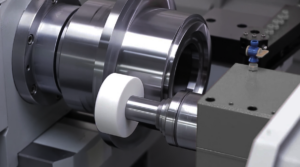
Cylindrical Grinding
Cylindrical grinding is used for grinding cylindrical or rounded workpieces. The workpiece is held between two centers or clamped in a chuck while the grinding wheel rotates around it. This method is commonly used to finish shafts, spindles, and other parts with circular shapes. It can achieve excellent dimensional accuracy and surface finishes.
Centerless Grinding
In centerless grinding, the workpiece is supported by a regulating wheel and an abrasive grinding wheel, with no need for clamping the part in place. The workpiece is fed between the wheels, and the grinding occurs as it moves continuously. Centerless grinding is ideal for parts that are long, cylindrical, and require consistent diameters, such as rods, bars, and bearings.
Internal Grinding
Internal grinding is used to finish the inside surfaces of a cylindrical part. A small grinding wheel rotates inside the workpiece, which is usually held in a chuck. This method is essential for machining internal bores and holes with high precision, such as in bearing races or engine cylinder bores.
Creep-Feed Grinding
Creep-feed grinding is a slow, deep-cutting process that removes large amounts of material in one pass. It’s particularly effective for complex forms and hard-to-machine materials. This process is often used in aerospace and turbine manufacturing for parts like blades and vanes.
Form Grinding
Form grinding uses a specialized grinding wheel shaped to the profile of the desired part. As the wheel moves along the workpiece, it imparts its profile onto the material. This is ideal for producing gears, splines, and other components with specific forms or contours.
Thread Grinding
Thread grinding produces accurate threads on hardened materials where other threading methods are impractical. It is often used for high-precision components such as lead screws, worm shafts, and ball screws in industries that demand perfect alignment and tight tolerances.
Gear Grinding
Used to finish gears after they have been heat-treated, gear grinding ensures high accuracy in tooth profiles and surfaces. This method is crucial for minimizing noise, wear, and vibration in gear mechanisms and is common in automotive and heavy machinery manufacturing.
Center Grinding
This process is used to grind the ends of cylindrical workpieces to prepare them for further precision machining. It ensures accurate center holes, which are critical for turning operations or other processes where precise concentricity is required.
Choosing the Right Grinding Method Based on Material
Selecting the appropriate grinding method often depends on the material type, geometry of the part, and tolerance/surface finish requirements:
- Hard metals (e.g., tool steel, tungsten carbide): Use cylindrical, creep-feed, or surface grinding depending on part shape. These methods provide high precision and can handle the toughness of hard materials.
- Soft or ductile materials (e.g., aluminum, copper): These are typically more prone to clogging grinding wheels. Surface or centerless grinding with appropriate wheel grades (open structure, coarser grit) is preferred.
- Brittle materials (e.g., ceramics, glass): Require creep-feed or internal grinding with fine abrasives to avoid cracking or chipping.
- Heat-treated or hardened components: Gear, thread, and form grinding are commonly used post-heat treatment to achieve the necessary precision and hardness.
- Long, slender parts (e.g., rods, tubes): Centerless grinding is best due to its ability to support and stabilize parts without bending.
Choosing the correct method not only improves machining efficiency but also extends tool life and ensures optimal surface integrity of the final product.
